Beschreibung
Vorteile der neuen Gebläse-gekühlten Mittelwand-Gussform
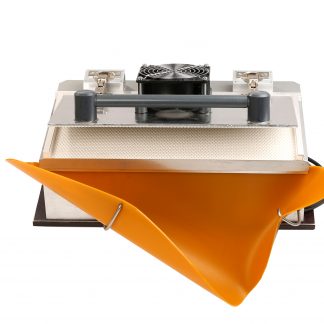
Die Mittelwand-Gussform besteht aus zwei Silikon-Wabenformen, die auf verzugsicheren Aluminium-Platten aufgebracht sind, an denen starke 240 V-Lüfter zur Kühlung angebracht sind. Am Wachsauslauf ist nach unten die Silikonschürze befestigt.
- Kurze Rüstzeiten durch Luftkühlung
- Durch die Spezial-Druckluftdüse kann die Form problemlos geöffnet und die Mittelwand entnommen werden, dadurch 100 %ige Ausbeute
- Überschüssiges Wachs fließt direkt über die Silikonschürze seitlich in den Schmelztopf zurück
- Zeitersparnis
- Durch weiche Abkühlung keine Risse oder Bruchstellen in den Mittelwänden
- Leichtes Ablösen des Wachses von den Silikonteilen
- Kein Verzug der Form und dadurch gleichmäßig dicke Mittelwände
- Die Dicke der Mittelwände lässt sich durch Drehen der Einstellschrauben verändern
- Das Zellenmaß beträgt normal 5,4 mm, es werden aber auch Gussformen im Zellmaß 5,17 mm hergestellt
- Durch die Abkühlung schrumpft das Wachs etwas, die fertigen Mittelwände werden dadurch natürlich etwas kleiner
—————————————————————–
Übrigens sind wassergekühlte Gussformen nicht mehr zeitgemäß, umständlich zu handhaben und teuer in der Anschaffung und Reparatur.
Warum selbst gießen?
Durch den Einsatz von Varroabekämpfungsmitteln in der Imkerei reichert sich unser Bienenwachs immer mehr mit diesen giftigen Wirkstoffen an.
So sind in fast allen auf dem Markt erhältlichen Mittelwänden die Varroazide nachweisbar und können somit in unseren Honig gelangen.
Um diese unerwünschten Belastungen von vornherein zu vermeiden, sollten sich alle Imker aus unbehandeltem Bienenwachs Ihre Mittelwände selbst gießen.
Wachs von Drohnenwaben und Entdeckelungswachs von Honigwaben, die aus einwandfreien Mittelwänden entstanden sind, sollten bevorzugt für den eigenen Wachskreislauf verwendet werden.
Dafür habe ich die Mittelwandgussform mit direktem Wachsrücklauf entwickelt, sie ist einfach in der Handhabung und durch die beidseitige Gebläsekühlung werden kurze Abkühlzeiten erreicht.
Die so gegossenen Mittelwände sind durch den schonenden Abkühlprozess rissefrei und eben. Mit Hilfe von Druckluft und einer speziellen Druckluftpistole werden die Mittelwände praktisch berührungslos entnommen, die Ausbeute beträgt 100 Prozent.
Sie können pro Stunde ohne viel Aufwand 50 Mittelwände herstellen.
Arbeitshinweise
Damit sich die Mittelwand leicht von der Form löst, nehmen Sie Spiritus in einer handelsüblichen Sprühflasche und sprühen ganz fein vor jedem Gießvorgang leicht auf die Silikonform, die Mittelwände lösen sich so noch leichter.
Zum Wachs: es sollte nicht zu heiß werden, am besten eignet sich ein elektrisch beheizbarer Einmachtopf (15 Liter) mit Thermostat (Temperatur ca. 80 – 85 °C). Zum Einfüllen des Wachses in die Form benutzen Sie am besten eine 0,7-Liter-Schöpfkelle mit Ausgießer, dann können Sie in einem Arbeitsgang die Form komplett mit Wachs füllen, überschüssiges Wachs fließt wieder in den Schmelztopf zurück und braucht deshalb nicht wieder neu verflüssigt werden.
Und noch eine Besonderheit: Die Dicke der Mittelwände lässt sich durch Drehen der Einstellschrauben an den Scharnieren und entsprechendem Druck beim Schließen der Form verändern.
Mit Hilfe der Druckluftpistole lassen sich die Mittelwände praktisch berührungslos lösen, die Mittelwände werden dadurch bei der Entnahme nicht verbogen.
Die Formen können in allen gängigen Mittelwandmaßen bis zu 426 mm Länge und 300 mm Höhe hergestellt werden.
Vorteile der luftgekühlten Form: Kurze Rüstzeiten, kein Wasserverbrauch, Energie-sparend, weil das überschüssige Wachs nicht neu eingeschmolzen werden muss, Wachs läuft direkt in den Schmelztopf zurück, daher kein Wasser im Wachs, dadurch keine Löcher in den Mittelwänden und keine Tropfspuren am Arbeitstisch, 100 % Ausbeute, die Waben bleiben bei der Entnahme geschmeidig und eben, die Dicke der Mittelwände ist einstellbar. Die untere Trägerplatte besteht aus einem Alu-Hohlprofil mit hoher Wärmeleitfähigkeit. Durch die Hohlrippen strömt ständig Luft, es werden dadurch sehr kurze Abkühlzeiten erreicht.
Günstiger Preis, die Formen sind ca. 30% günstiger als die wassergekühlten Formen.
Die Formen haben eine sehr hohe Qualität, die Oberfläche ist sehr eben, da bei der Fertigung nicht geschweisst wird.
So wird´s gemacht
Die Gussform ist Gebläse gekühlt, der untere Lüfter drückt die Luft über Kanäle unmittelbar an die untere Alu-Trägerplatte. Die obere Platte wird gleichermaßen gekühlt, somit werden sehr kurze Abkühlzeiten erreicht. Alle mit Wachs in Berührung kommenden Teile sind aus Silikon. Beim Guss läuft das Wachs über eine Tropfkante auf die Siliconschürze in den Wachstopf zurück. Es entsteht kein Wabenbruch, die Ausbeute beträgt 100 %. Die Dicke der Mittelwände ist einstellbar.
Damit sich die Mittelwände noch leichter lösen, sind die Silikon Prägeplatten vor jedem Gießvorgang ganz leicht mit Haushalts-Brennspiritus fein zu besprühen.
Die mit Wachs gefüllte Schöpfkelle lässt sich – ohne Tropfspuren auf anderen Arbeitsflächen zu verursachen – über die untere Druckplatte bewegen und ausgießen. Es wird solange Wachs in einem Guss die Mitte der Form gegossen bis sich die Form komplett mit Wachs gefüllt hat.
Beim Schließen der Form läuft überschüssiges Wachs über die Silikonschürze unmittelbar in den Wachsschmelztopf zurück.
Zum Öffnen der Gießform bläst man zuerst Druckluft (max. 4-6 bar) mit Hilfe einer speziellen Druckluftdüse (im Lieferumfang enthalten) zwischen obere Druckplatte und Mittelwand. Dadurch lässt sich die Form ohne Kraftanstrengung aufklappen.
Anschließend bläst man Luft unter die Mittelwand und kann sie so berührungslos von der unteren Druckplatte ablösen und dann entnehmen.
Nach Arbeitsende zieht man die verbleibende Wachsschicht von der Silikonschürze ab und schmilzt sie wieder ein. Die Form ist dann gereinigt, so einfach ist das.
Gut 50 einwandfreie Mittelwände in top Qualität lassen sich pro Stunde herstellen.







Bewertungen
Es gibt noch keine Bewertungen.